
Introduction
Water is one of the most overlooked inputs in manufacturing, yet it touches almost every part of the production process from cooling systems and boilers to cleaning, processing, and final product formulation. When that water carries dissolved salts, minerals, or chemical impurities, the consequences show up quickly: scaled-up equipment, inconsistent product quality, and unplanned downtime.
Most industries draw water from municipal supplies, borewells, or surface sources, none of which are naturally suited for industrial use without treatment. Untreated water can clog pipelines, corrode machinery, and introduce contaminants that compromise product safety problems that get expensive to fix after the fact.
This is where an Industrial RO Plant becomes essential. By relying on reverse osmosis, these systems strip out dissolved solids, heavy metals, and microbial contaminants, delivering water that's consistent in quality batch after batch. The result is fewer process interruptions, lower maintenance costs, and water that actually meets the standards your industry demands.
In this article, we'll walk through what an Industrial RO Plant is, why manufacturing industries can't really do without one, and the ten key benefits that make industrial water purification a smart long-term investment rather than just an operating expense.
What is an Industrial RO Plant?
An Industrial RO Plant is a large-scale water treatment system that uses reverse osmosis technology to remove dissolved salts, organic compounds, bacteria, and other impurities from water, producing purified water suitable for industrial processes.
How a Reverse Osmosis Plant works is fairly straightforward in principle: water is pushed under pressure through a semi-permeable membrane with pores small enough to block dissolved salts and contaminants while letting purified water pass through. What's left behind — the concentrated impurities is discharged as reject water, while the treated water moves forward for use in production, boilers, cooling systems, or process applications.
In modern manufacturing, this kind of purification has become non-negotiable. Industries depend on a stable input of clean water to keep machinery running smoothly, meet quality benchmarks, and avoid the regulatory headaches that come with discharging poorly treated effluent.
It's worth noting the difference between domestic and industrial RO systems, since the two aren't interchangeable. Domestic units are built for low daily volumes a few liters an hour for a household. Industrial systems, by contrast, are engineered to handle thousands of liters per hour, with higher-grade membranes, automated controls, pre-treatment stages, and the durability needed to run continuously under industrial loads.
Why Manufacturing Industries Need Industrial Water Purification
Manufacturers don't invest in Industrial Water Purification as an afterthought it directly affects output, equipment health, and compliance standing.
Maintaining product quality is often the first concern. Industries like food and beverage, pharmaceuticals, and electronics manufacturing rely on water as a direct ingredient or process input. Even trace impurities can alter taste, stability, or product performance.
Protecting industrial equipment is the second major driver. Hard or mineral-rich water leads to scaling in boilers, pipelines, and cooling towers, while dissolved salts accelerate corrosion. Over time, this shortens equipment life and increases the frequency of repairs.
Meeting environmental regulations is increasingly unavoidable. Most manufacturing facilities are required to treat both intake water and discharge water to specific standards before release, and falling short can mean penalties or operational restrictions.
Finally, supporting sustainable operations has become a priority as industries face growing pressure both regulatory and reputational to reduce freshwater consumption and reuse treated water wherever possible. An efficient Industrial Water Treatment System makes that kind of water recycling practical at scale.
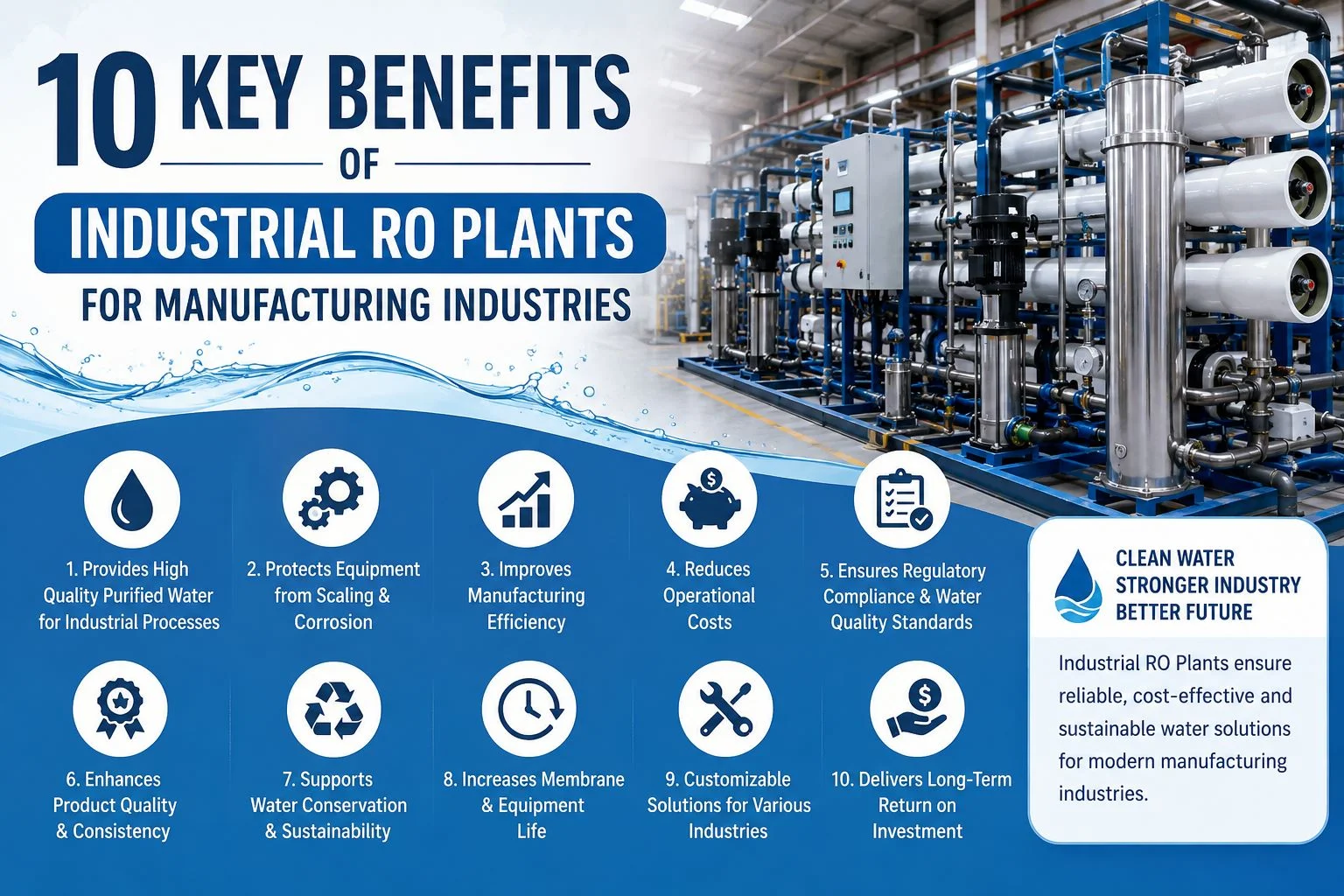
10 Key Benefits of Industrial RO Plants for Manufacturing Industries
1. Produces High-Quality Purified Water
At its core, an Industrial RO Plant exists to remove dissolved salts, heavy metals, chemicals, and microbial contaminants from raw water sources. This isn't a marginal improvement reverse osmosis membranes can achieve rejection rates upward of 95–99% for dissolved solids, depending on membrane grade and system design.
This level of purification directly improves water quality for industrial processes, whether that water is going into a boiler feed, a cleaning line, or a finished product. Consistent purity means fewer surprises during quality checks and fewer batches lost to contamination issues.
2. Reduces Equipment Scaling and Corrosion
Untreated water with high mineral content is one of the leading causes of scale buildup in boilers, cooling towers, and other process machinery. Scale acts as an insulator, forcing equipment to work harder and consume more energy to achieve the same output and eventually leading to mechanical failure.
By removing the dissolved minerals responsible for scaling and the salts that drive corrosion, an Industrial RO Plant protects this equipment over the long term. The practical outcome is a noticeable drop in maintenance requirements, fewer emergency repairs, and longer intervals between equipment overhauls.
3. Improves Manufacturing Efficiency
Manufacturing lines depend on predictability. When the input water quality fluctuates varying hardness, pH, or contaminant levels processes that are sensitive to water chemistry (like chemical formulation, textile dyeing, or food processing) can produce inconsistent results.
An RO system ensures consistent water quality across every batch, which in turn supports uninterrupted production. Operators spend less time troubleshooting quality deviations and more time keeping the line moving.
4. Lowers Operational Costs
It might seem like installing a large treatment system adds to operating expenses, but the math tends to work the other way over time. Cleaner water reduces wear on machinery, which reduces maintenance and repair expenses across boilers, pipework, valves, and pumps.
Just as importantly, it minimizes downtime. Unplanned stoppages caused by scaling, fouling, or contamination-related quality failures are often far costlier than the water treatment itself both in lost production time and in the cost of emergency fixes.
5. Supports Regulatory Compliance
Manufacturing facilities are subject to water quality standards both for their internal processes and for whatever they ultimately discharge. An Industrial RO Plant helps meet industrial water quality standards by consistently producing water within the parameters regulators and industry bodies expect.
This also assists with environmental compliance more broadly; many regions now require treated effluent discharge, and recycling RO-treated water back into the process reduces the volume and contaminant load of what eventually leaves the facility.
6. Enhances Product Quality
For certain sectors, water purity isn't just a process consideration, it's a product safety issue. This benefit is essential for food, beverage, pharmaceutical, and electronics industries, where water often comes into direct contact with the product or is used in formulations, rinsing, or precision manufacturing.
By reducing contamination risks at the source, RO treatment helps these industries maintain the consistency and safety standards their end products and regulatory bodies demand.
7. Promotes Water Conservation
One advantage that's easy to underestimate is how RO treatment enables water reuse and recycling. Reject water and treated process water can often be redirected back into non-critical applications cooling, washdown, or irrigation rather than discharged outright.
This directly supports sustainable manufacturing, reducing total freshwater draw and helping facilities meet increasingly strict water-use targets, particularly in water-stressed regions.
8. Increases RO Membrane and Equipment Life
A well-designed system isn't just about the RO membrane itself proper filtration upstream extends system longevity across the entire treatment chain. Pre-treatment stages (sediment filters, carbon filters, softeners) reduce the load on RO membranes, preventing premature fouling and scaling.
The payoff is that this reduces replacement frequency for membranes and associated components, lowering both the direct cost of consumables and the labor involved in frequent servicing.
9. Customizable for Different Industries
No two manufacturing facilities have identical water treatment needs, which is why Industrial RO Plants are built to be modular and configurable. Providers offer solutions for textile, chemical, food processing, automotive, and pharmaceutical sectors, each tailored to the specific contaminant profile, capacity, and quality benchmark relevant to that industry.
This flexibility means a facility isn't stuck retrofitting a generic system it's working with one designed around its actual process requirements from the start.
10. Delivers Long-Term Return on Investment
Taken together, the benefits above compound into a strong long-term return on investment. Lower operating costs from reduced maintenance and downtime, improved productivity from consistent production runs, and better resource management through water reuse all contribute to a system that pays for itself well within its operational lifespan.
For manufacturers evaluating capital expenditure, an Industrial RO Plant tends to look less like a cost center and more like an efficiency investment once the full picture is considered.
Industries That Benefit Most from Industrial RO Plants
While nearly every manufacturing sector can benefit from cleaner process water, a few industries rely on it especially heavily:
- Food & Beverage — for product formulation, washing, and hygiene compliance
- Pharmaceutical — for formulation, cleaning, and meeting strict purity standards
- Textile — for dyeing, bleaching, and finishing processes
- Chemical Processing — for consistent reaction conditions and equipment protection
- Automotive — for paint shops, cooling systems, and component cleaning
- Electronics — for ultra-pure water needed in semiconductor and component manufacturing
- Hospitality — for boilers, laundry, and large-scale facility water needs
- Power Plants — for boiler feed water and cooling tower makeup water
Each of these sectors has distinct contaminant concerns and water quality benchmarks, which is part of why customizable RO solutions matter so much in practice.
How to Choose the Right Industrial RO Plant
Selecting the right system isn't just about capacity it's about matching the plant to your facility's actual water profile and operational demands. A few factors worth prioritizing:
- Water quality analysis — Understanding your raw water's contaminant profile (hardness, TDS, microbial load) before sizing or designing a system
- Capacity requirements — Matching daily and peak flow rates to actual production demand, with some margin for growth
- Automation features — Looking for automated flushing, monitoring, and alert systems that reduce manual oversight
- Energy efficiency — Comparing pump and membrane configurations for long-term energy costs, not just upfront price
- Maintenance support — Confirming what servicing, spare parts, and technical support the provider offers post-installation
- Selecting a trusted manufacturer — Working with an experienced provider who can recommend the right configuration rather than a one-size-fits-all package
To understand how an Industrial RO Plant works and why it plays a vital role in industrial water purification, explore this detailed guide from Unitech Water.
Maintenance Tips for Long-Term Performance
An Industrial RO Plant is only as effective as its upkeep. A few maintenance practices go a long way toward protecting your investment:
- Regular membrane cleaning Prevents fouling and scaling that reduce membrane efficiency over time
- Filter replacement Keeping pre-treatment filters fresh protects the RO membrane from premature wear
- Water quality monitoring Tracking TDS, pH, and pressure readings to catch issues before they escalate
- Scheduled servicing Routine professional inspection catches mechanical wear before it causes failures
- Preventive maintenance Addressing small issues a worn seal, a pressure irregularity before they become costly breakdowns
Conclusion
Investing in an Industrial Water Treatment System isn't simply about producing clean water — it's about protecting equipment, improving production consistency, controlling costs, and staying ahead of regulatory requirements. As we've covered, the benefits of an Industrial RO Plant span everything from reduced scaling and lower operational costs to better product quality and long-term water conservation.
For manufacturers serious about efficiency and sustainability, the role of reverse osmosis in industrial operations is only growing more central. If you're evaluating options for your facility, it's worth consulting an experienced provider like Unitech Water Solution to find the right RO Water Treatment System suited to your specific industry and water profile the right system, properly maintained, tends to pay for itself many times over.











.webp)